Lancement Fabrication
Ce menu vous permet de lancer une fabrication via Nutriciel® .
À partir du portail d'accès aux programmes, sélectionnez Applications > Lancement Fabrication.
La fenêtre suivante s'affiche :
Le planning prévisionnel des fabrications (Planning fabrication) est renseigné soit par l’utilisateur, soit par un programme de transmission.
Un produit fini ne peut être fabriqué qu’ à partir de la formule usineFormules qui découlent directement des formules Nutrition envoyées par le système de formulation. Elles sont adaptées à la configuration matérielle du site de production et garantissent le respect du processus de fabrication et des standards de qualité du produit fini..
A partir de la formule nutrition, le responsable de la fabrication doit définir, pour chacun des composantsMatière qui compose une formule., la quantité pour le ou les points d’incorporations.
Pour que la matière (produit fini) puisse être fabriquée, il faut l’associer aux paramètres d’automatisme :
| ● | Pour un procédé, lors de l’analyse, des sections sont définies et à chacune de ces sections, des paramètres sont associés. En général, pour le procédé de dosage, les sections sont : MELANGE ou BROYAGE (pour les usines en prémélange). Les paramètres pour la section MELANGE sont : |
| ○ | Temps de prémélange avant injection des liquides |
| ○ | Temps de mélange |
| ○ | Temps de mélange minimum après injection des liquides |
| ○ | Temps de mélange maximum |
| ○ | Durée maximale d'injection des liquides |
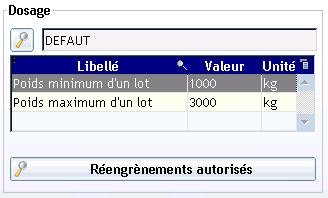
| ○ | Poids minimum d'un lot |
| ○ | Poids maximum d'un lot |
| ○ | Etc… |
Les paramètres pour la section BROYAGE sont :
| ○ | Consigne alimentateur en marche à vide |
| ○ | Consigne de charge |
| ○ | Consigne de départ alimentateur |
| ○ | Consigne fin de montée en charge |
| ○ | Grille |
| ○ | Limite maxi alimentateur |
| ○ | Rampe de montée en charge |
| ○ | Tempo avant montée en charge |
| ○ | Vitesse du broyeur |
| ○ | Vitesse du ventilateur |
| ○ | Etc… |
| ● | La découpe en section permet de définir des paramètres communs pour des familles de produit fini. L’utilisateur peut donc créer des groupes ou familles pour limiter la définition des paramètres. Au pire, il peut définir un paramétrage pour chacun des produits finis (à éviter). |
| ● | Il est également nécessaire de définir des types de zones pour les destinations. Le procédé « Dosage » est associé à des types de zone de destination. Il faut : |
| ○ | Associer les zones accessibles par le dosage à un de ces types de zone. |
| ○ | Associer les matières au type de zone correspondant à la ou les zones accessibles par le dosage qui peuvent être affectées à ces matières. |
| ● | « ATTENTION, il faut fabriquer obligatoirement xxxxx.xx Kg d'une matière de famille FFFFFF derrière la fabrication de MMMMMM ». Ce message apparaît si la matière MMMMMM est paramétrée pour avertir l’opérateur qu’il faut lancer la fabrication d’une matière appartenant à la famille d’incompatibilité FFFFFF de quantité xxxxx.xx Kg après celle-ci. Il s'agit d'un message d’avertissement. |
| ● | « Pas de matière à fabriquer ». Ce message apparaît si aucune matière n’est associée à une formule usine. Il faut alors associer les matières à fabriquer à la formule usine correspondant. |
| ● | Un des messages suivants peut apparaître lors de la validation du planning en cours. Ces messages sont bloquants, il faut absolument déplacer la fabrication de la matière MMMMMM concernée ou lancer la fabrication d’un rinçage : |
| ○ | Incompatibilité pour la matière MMMMMM: on trouve le composant mmmmmm (Famille MP:FFFFFF) sur le mobileÉquipement industriel faisant partie du processus de fabrication, pilotable via un panneau de commande manuel ou de l'automatisme (via des entrées / sorties). MOB, la quantité fabriquée entre les deux est xxxxx.xx Kg au lieu de xxxxx.xx » |
| ○ | « Incompatibilité pour la matière MMMMMM: on trouve le composant mmmmmm (Famille MP:FFFFFF) sur le mobile MOB, le nombre de lots rinceurs passés est xxxxx au lieu de xxxxx » |
| ○ | « Incompatibilité pour la matière MMMMMM: on trouve le composant mmmmmm sur le mobile MOB, le nombre de lots passés est xxxxx au lieu de xxxxx » |
| ○ | « Incompatibilité pour la matière MMMMMM: on trouve le compose CCCCCC sur le mobile MOB, la quantité fabriquée entre les deux est xxxxx.xx Kg au lieu de xxxxx.xx » |
| ○ | « Incompatibilité pour la matière MMMMMM: on trouve le compose CCCCCC sur le mobile MOB, le nombre de lots rinceurs passés est xxxxx au lieu de xxxxx » |
| ○ | « Incompatibilité pour la matière MMMMMM: on trouve la compose CCCCCC sur le mobile MOB : il a été fabriqué xxxxx lot(s) pour la famille de rinçageFamille à laquelle doit appartenir un produit compatible qui doit être utilisé entre le passage d’un produit contenant une matière première appartenant à une famille de composants ou de composés incompatibles et la fabrication d’un produit appartenant à la famille de composés qui identifie la règle d'incompatibilité. Groupe de produits finis auquel doit appartenir un produit fini compatible qui servira à rincer le circuit entre deux produits finis incompatibles. obligatoire RRRRRR au lieu de xxxxxx » |
| ● | « La quantité doit être un multiple du pas (xxx Kg) ». Ce message peut apparaître lors de la modification de la quantité d’un mélange. Elle doit être obligatoirement un multiple du pas défini dans les paramètres standard de NUTRICIEL. |
| ● | « La formule doit avoir le procédé : PPPPPP ». Ce message apparaît si la formule usine n’est pas associée à un procédé obligatoire. Il faut alors modifier la formule usine pour l’associer à ce paramètre (Voir paragraphe « Formule usine »). |
| ● | « ATTENTION, les paramètres d'automatisme de dosage ne sont pas associés à la matière MMMMMM ! »
Ce défaut est bloquant. Il faut absolument modifier la matière MMMMMM pour l’associer aux paramètres de dosage nécessaires (Voir paragraphe « paramètres d’automatisme »). |
| ● | « ATTENTION, la Formule supplémentation SSSSSS n'existe pas »
Ce défaut est bloquant. La matière à fabriquer est associée à une formule de supplémentationFormule permettant de rajouter des composants à une formule Usine. qui n’existe pas dans la table des formules de supplémentation. Il faut alors la créer dans la fonction « Fichier/Formules/Supplémentation ». |
| ● | « ATTENTION, la matière saisie est associée à la formule FFFFFF qui n'existe pas dans le fichier formule usine. Veuillez modifier la matière !!! »Ce défaut est bloquant. La matière à fabriquer est associée à une formule usine qui n’existe pas dans la table des formules usine. Il faut alors la créer dans la fonction « Fichier/Formules/Nutrition » ou modifier la matière à fabriquer pour l’associer à une autre formule usine. |
| ● | « La matière saisie n'est pas dans la liste !!! »
Ce message peut apparaître si la matière à fabriquer à été saisit directement sans la choisir dans la liste. Il faut vérifier dans la liste en appuyant sur la touche F2 du clavier. |
| ● | « La quantité doit être inférieure ou égale à xxxxx Kg !!! »
Ce message apparaît si la quantité d’un mélange est supérieure à la quantité maximale d’un lot. C’est bloquant, il faut saisir une autre quantité. |
| ● | « La quantité doit être supérieure ou égale à xxxxx Kg !!! »
Ce message apparaît si la quantité d’un mélange est inférieure à la quantité minimale d’un lot. C’est bloquant, il faut saisir une autre quantité. |
| ● | « La quantité à lancer ne doit pas être supérieure à xxxxx.xx Kgs »
Ce message apparaît si la quantité à lancer est supérieure à la quantité maximale d’une série définie dans les paramètres généraux de NUTRICIEL. Le code de ce paramètre est « QTEMAXFAB ». |
| ● | « Le nombre de mélanges ne doit pas être supérieur à 10 ! »
Ce défaut est bloquant, on ne peut lancer que 10 mélanges pour une série. |
| ● | « La liste des destinations est vide. Vérifiez l'affectation des destinations et faites un acquit vide si nécessaire. »
Ce message apparaît s’il n’y a aucune destination possible. La raison peut être : |
| ○ | La liste ne peut pas contenir les destinations déjà affectées. Il faut alors faire un acquit vide de la ou des destinations possibles. |
| ○ | Le paramétrage des types de zones n’est pas correct. Il faut le vérifier en se référant au paragraphe « La définition des types de zone pour les destinations ». |
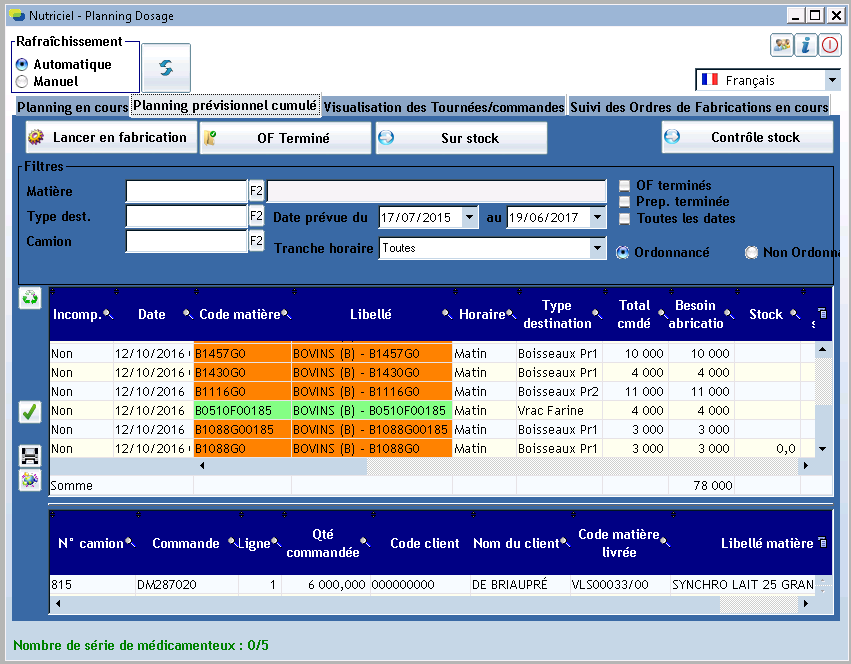
| ● | Si une matière est paramètrée comme étant médicamenteux, le N° d’ordre est bleu. |
| ● | Si une matière est paramétrée comme étant OGM et que le paramètre Nutriciel ( Programme Paramètres généraux nutriciel) MODE_VERIFOGM est à « OGM » alors la code formule est jaune. |
| ● | Si une matière est paramétrée comme étant OGM et que le paramètre Nutriciel ( Programme Paramètres généraux nutriciel) MODE_VERIFOGM est à « NON OGM » alors la code formule est vert. |
| ● | La colonne Matière prend la couleur qui est paramétrée dans la fiche matière. |
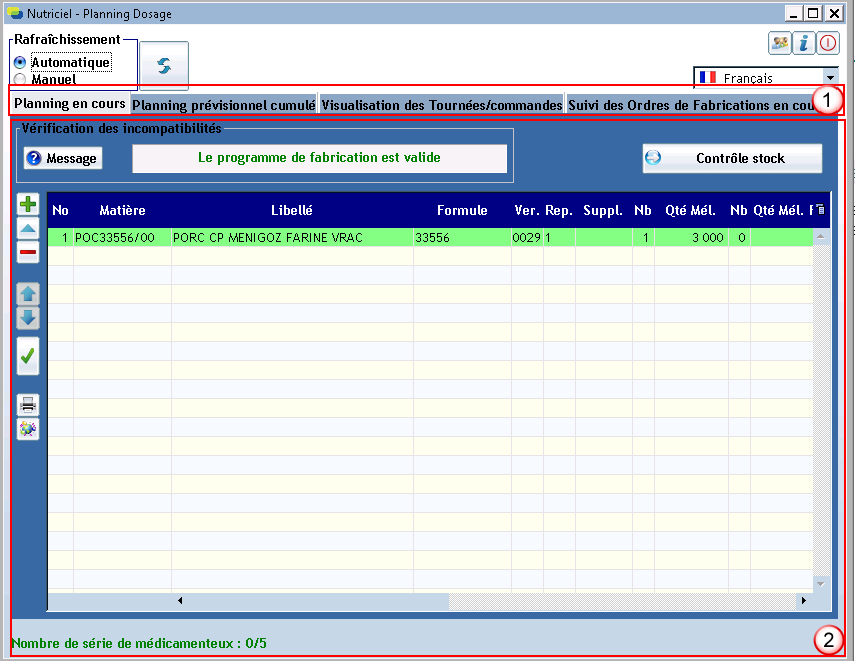
Les informations concernant les fabrications enregistrées dans Nutriciel® apparaissent en zone 2, réparties sous les catégories suivantes, à sélectionner en cliquant en zone 1 sur les onglets correspondant :
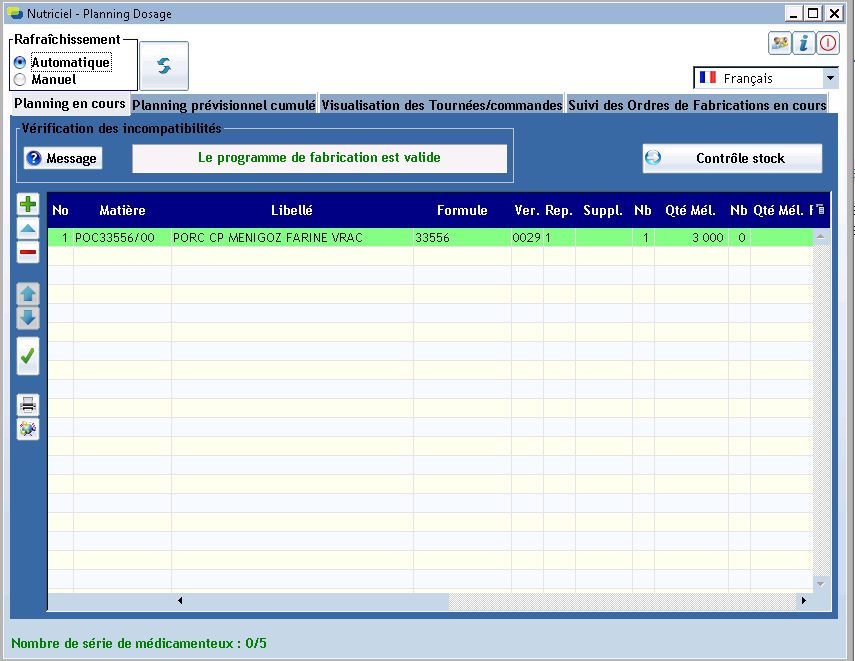
| ● | Planning en cours (écran affiché par défaut) |
Le suivi du planning en cours est mis à jour automatiquement à l’aide d’une temporisation programmée.
A partir de cet onglet, l’opérateur peut :
| ● | Créer manuellement une ligne de dosage à effectuer. |
| ● | Modifier une ligne de dosage de la liste. |
| ● | Supprimer une ligne de dosage de la liste qui a été créée manuellement. |
| ● | Déplacer une ligne de dosage avant ou après un autre ligne de la liste. |
| ● | Remettre une ligne de dosage dans le planning prévisionnel si cette ligne a été insérée à partir de l’onglet Planning prévisionnel cumulé. |
Pour supprimer ou déplacer des lignes, il faut désactiver la temporisation de mise à jour automatique du planning.
Le planning en cours n’est pris en compte qu’à partir du moment où l’opérateur le valide à l’aide de la touche . Cette action lance le contrôle des incompatibilités s’il est actif (règles créées au préalable).
Le message Le programme de fabrication est valide informe l’opérateur de la validation du planning en cours.
S’il y a incompatibilités, une fenêtre apparaît pour informer l’opérateur.
Tant que l’opérateur n’a pas validé le planning en cours, il en est informé par le message Le programme de fabrication est dévalidé et il est considéré comme vide par l’automatisme de dosage.
ATTENTION, si la ligne de dosage est issue du planning prévisionnel, il ne faut pas la supprimer. Il faut la remettre dans le planning prévisionnel pour ne pas perdre cet ordre de fabrication.
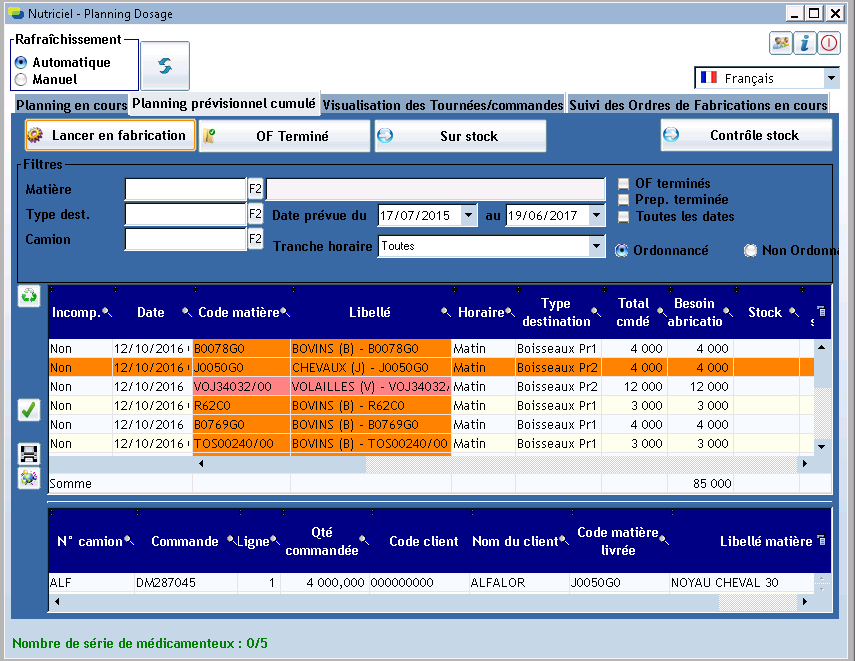
| ● | Planning prévisionnel cumulé |
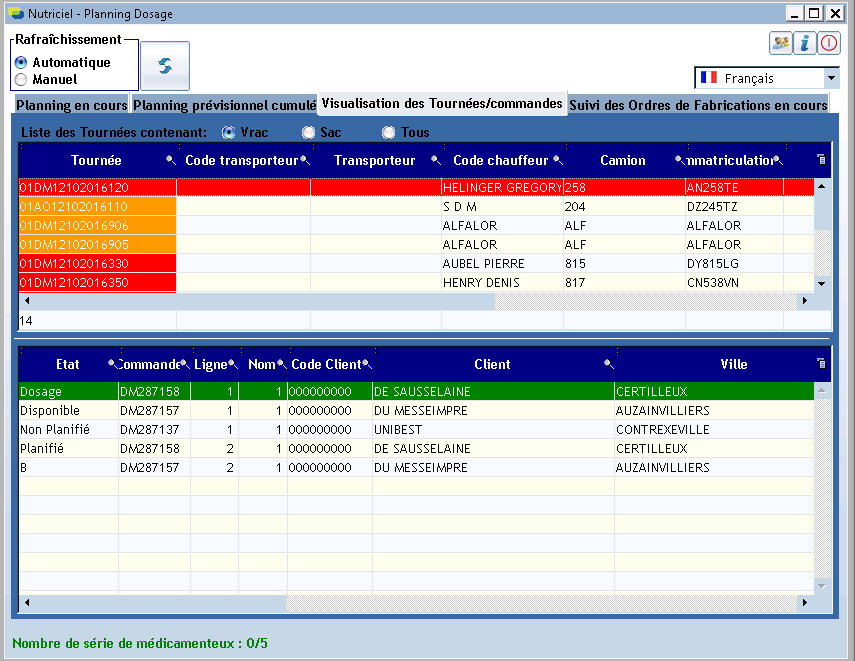
| ● | Visualisation des Tournées/commandes |
| ● | Suivi des Ordres de Fabrication en cours |
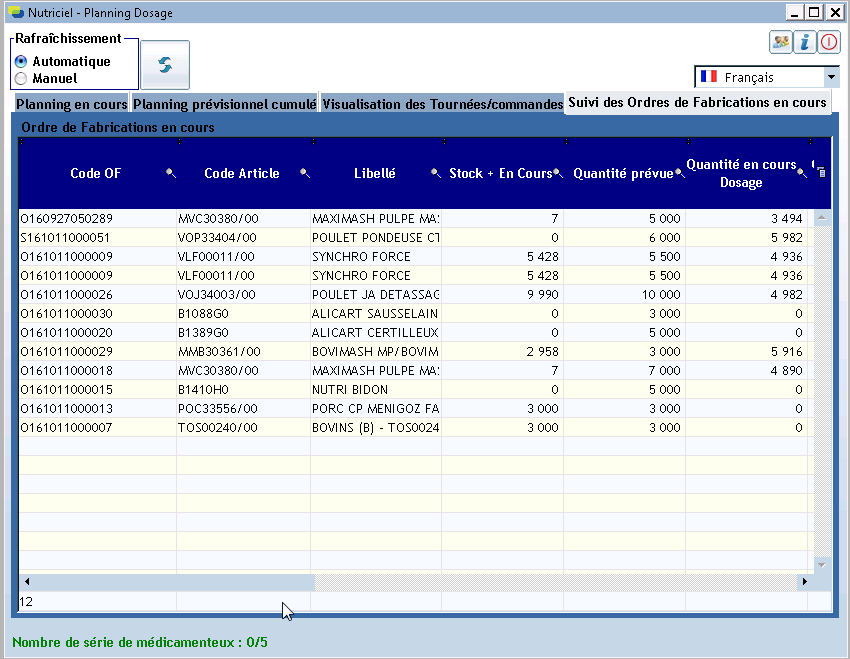
| 1. | Restez sur l'onglet Planning en cours affiché par défaut pour saisir manuellement une matière à fabriquer. |
| 2. | Dans la zone 2, cliquez sur le bouton  . . |
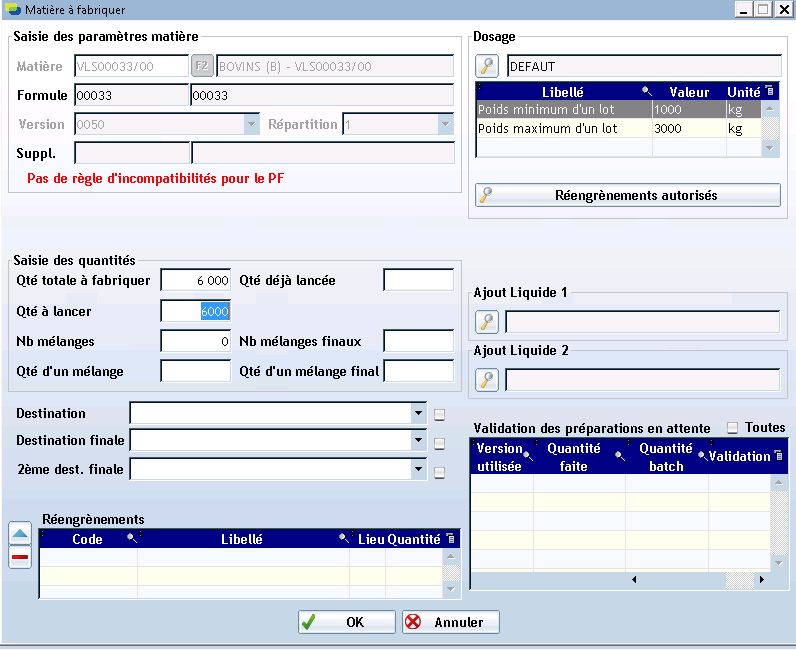
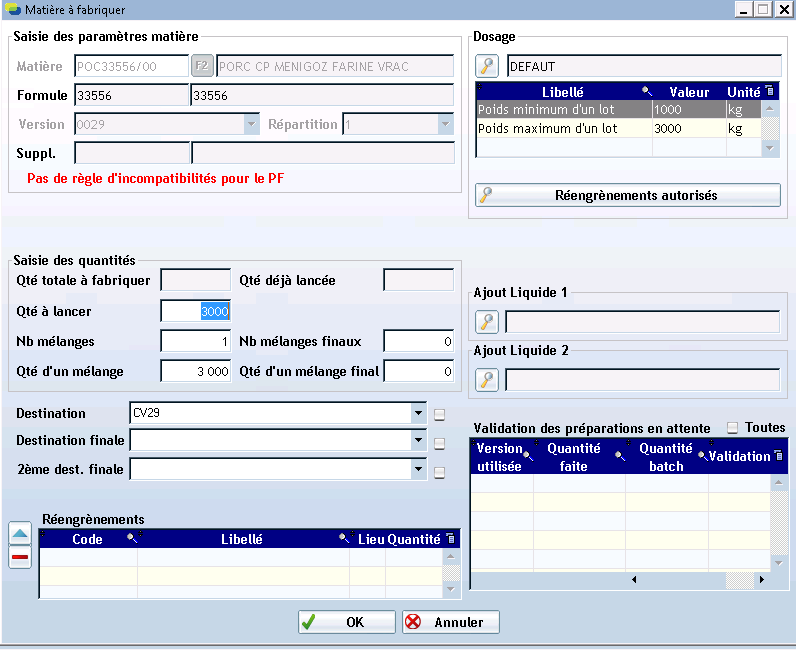
La fenêtre suivante s'affiche :
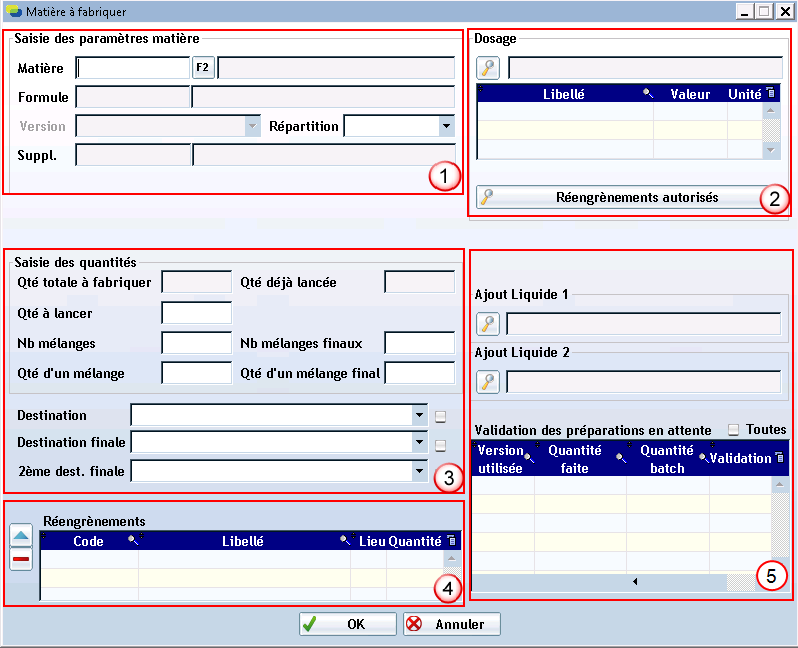
| 3. | Dans la zone 1: |
| a. | Saisissez la matière. |
| b. | Saisissez les autres informations utiles, notamment le choix de la répartitionAttribution d'un lieu d'incorporation pour chaque composant d'une formule usine. de la formule usine s'il y en a plusieurs possibles. |
| 4. | Dans la zone 2, visualisez les paramètres du dosage de la matière à fabriquer : |
| 5. | Dans la zone 3 : |
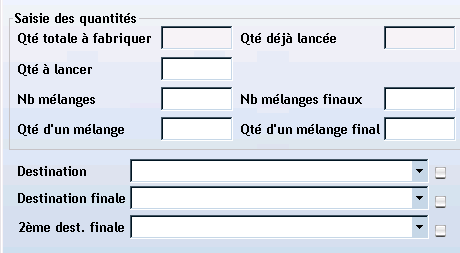
| a. | Saisissez la quantité à lancer. |
| b. | Modifiez le découpage des lots s’il ne convient pas (Nb mélanges). |
| c. | Choisissez la destination de stockage de la matière à fabriquer (dans la liste qui se déroule en cliquant sur le bouton qui se trouve à droite du champ de saisie). |
| d. | Choisissez la destination finale si la matière à fabriquer doit être granulée (dans la liste qui se déroule en cliquant sur le bouton qui se trouve à droite du champ de saisie). |
| 6. | Dans la zone 4, vous pouvez: |
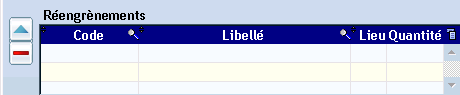
| a. | Saisir le % ou le o/oo du ou des réengrènementsRé-incorporation, dans un process de production, de résidus de matières récoltés durant les précédentes productions. éventuellement proposés. |
| b. | Ajouter un réengrènement autorisé. |
| c. | Modifier la quantité d’un réengrènement. |
| d. | Supprimer un réengrènement dans la liste. |
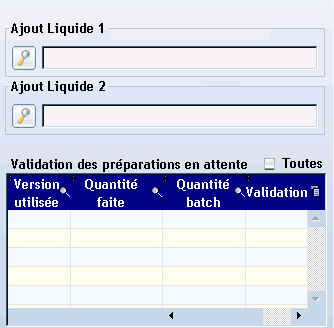
| 7. | Dans la zone 5, vous avez la possibilité de faire des ajouts liquide. |
| 8. | Dans la zone 1, sélectionnez l'onglet Planning prévisionnel cumulé. |
La fenêtre suivante s'affiche :
| 9. | Dans le tableau principal, sélectionnez la ligne de la fabrication à lancer. |
La fenêtre suivante s'affiche :
Une liste des matières à substituerManoeuvre qui consiste à utiliser une matière ou une formule de plusieurs matières pour remplacer une matière dans une formule Usine. Cette opération est utile pour garantir une flexibilité au niveau de la gestion des matières premières. peut s'afficher.
Renseignez les champs puis cliquez sur le bouton OK.
Sélectionnez le bouton Lancer en fabrication.
| 10. | Restez sur l'onglet Planning en cours affiché par défaut pour saisir manuellement une matière à fabriquer. |
| 11. | Dans la zone 2, cliquez sur le bouton  . . |
La fenêtre suivante s'affiche :
| 12. | Saisissez vos modifications puis cliquez sur OK. |
| 13. | Saisissez la ligne à valider parmi les programmes "dévalidés. |
| 14. | Cliquez sur le bouton  . . |
Si aucune incompatibilité n'est relevée, le programme apparait alors comme valide.
| 15. | A partir de l'onglet Planning en cours ou Planning prévisionnel cumulé, sélectionnez la ligne concernée. |
| 16. | Cliquez sur le bouton  . . |
| 17. | La fenêtre de visualisation de la formule s'affiche. |
| 18. | A partir de l'onglet Planning en cours ou Planning prévisionnel cumulé, sélectionnez la ligne concernée. |
| 19. | Cliquez sur le bouton  . . |
| 20. | Si nécessaire, référez-vous à la procédure Options d'impression de la section Procédures transversales. |
| 21. | A partir de l'onglet Planning prévisionnel cumulé, cliquez sur le bouton  . . |
| 22. | Cliquez à nouveau sur ce bouton pour retourner à l'affichage de la liste complète. |